一分钟的时间,对于了解我们的历下 本地 水下水下铆接有实力产品来说足够了。请观看这部精心制作的产品视频,让产品的独特之处和卓越性能一览无余。
以下是:历下历下 本地 水下水下铆接有实力的图文介绍
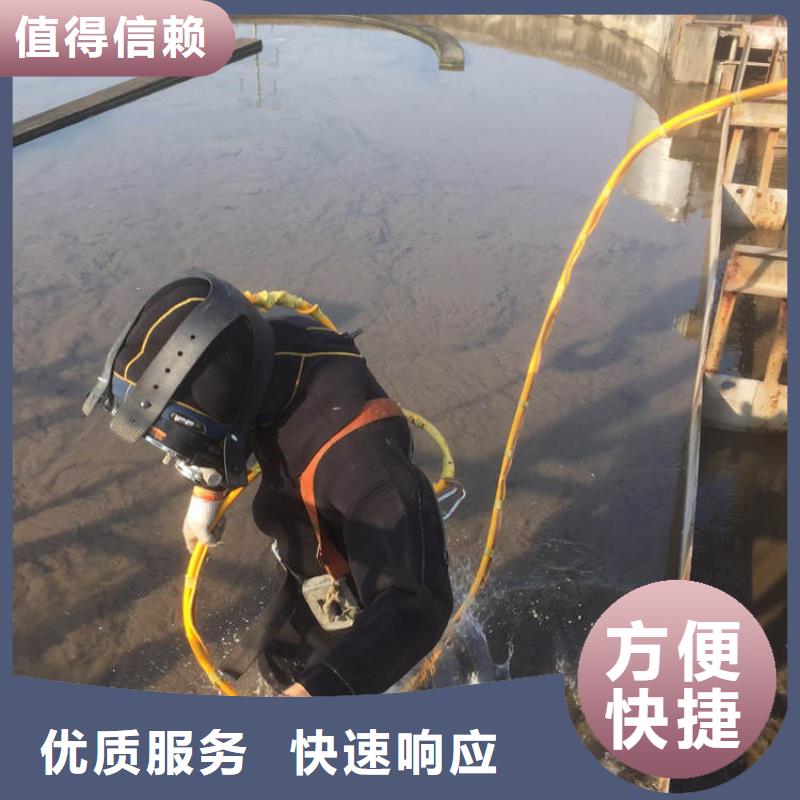
水下焊接方法 水下焊接有干法、湿法和局部干法三种。 (一)干法焊接 这是采用大型气室罩住焊件、焊工在气室内施焊的方法,由于是在干燥气相中焊接,其安全性较好。在深度超过空气的潜入范围时,由于增加了空气环境中局部氧气的压力,容易产生火星。因此应在气室内使用惰性或半惰性气体。干法焊接时,焊工应穿戴特制防火、耐高温的防护服。 与湿法和局部干法焊接相比,干法焊接安全性 ,但便用局限性很大,应用不普遍。 (二)局部干法焊接 局部干法是焊工在水中施焊,但人为地将焊接区周围的水排开的水下焊接方法,其安全措施与湿法相似。 由于局部干法还处于研究之中,因此使用尚不普遍。.320- (三)湿法焊接 湿法焊接是焊工在水下直接施焊,而不是人为地将焊接区周围的水排开的水下焊接方法。 电弧在水下燃烧与埋弧焊相似,是在气泡中燃烧的。焊条燃烧时焊条上的涂料形成套筒使气泡稳定存在,因而使电弧稳定,如图8-1所示。要使焊条在水下稳定燃烧,必须在焊条芯上涂一层一定厚度的涂药,并用石蜡或其他防水物质浸渍的方法,使焊条具有防水性。气泡由氢、氧、水蒸气和由焊条药皮燃烧产生的气泡;浑浊的烟雾生的其他氧化物。为克服水的 冷却和压力作用造成的引弧及稳弧困难,其引弧电压要高于大气中的引弧电压,其电流较大气中焊接电流大15%~20%。



水下氧-火焰切割法通常适用于切割低碳钢、低合金钢等易氧化的材料,不适用于切割不锈钢及除钛以外的有色金属,最适宜切割的厚度范围为10~40mm。切割薄板比较困难,因为薄板在水中的冷却速度比厚板快得多,难以预热到燃点。板厚超过40mm时,虽然也能切割,但操作技术要求较高。
药皮焊条切割虽然切口质量较差,但应用广泛。既可切割低碳钢及低合金钢,也可切割不锈钢及有色金属,尤其适合于切割6mm以下的薄板。切割厚板时困难一些,需要采用拉锯的操作方式使焊条在切口内来回拉锯,以便将熔化金属除掉。熔化极水喷射切割是一金属纯熔化过程,可用于切割黑色金属和有色金属。



盛龙水下堵漏封堵切割打捞焊接作业工程有限公司秉着“以服务求生存,以质量求发展”的经营理念,切实做到信用为本、客户至上,追求客户满意,提供人性化服务。盛龙水下堵漏封堵切割打捞焊接作业工程有限公司自创立以来,不断创新,开拓进取,运用现代企业管理模式,力求做到【水下打捞公司、】行业的标准、业界的良心企业,为市场的规范化、标准化贡献一份力量


历下水下管道封堵-水下打捞技术也面临一些挑战。首先,水下环境复杂多变,工作难度较大。高水压、历下低温和水流的干扰可能会影响维修的效果和安全性。其次,技术设备的先进性和可靠性对于确保修复工作的成功至关重要。因此,相关技术研发和设备更新也是非常重要的。
总而言之,水下管道封堵-水下打捞技术在维修和保护水下管道方面起着重要作用。它可以有效地修复漏水和泄漏问题,减少资源浪费,保护环境。随着技术的进步,我们可以预见,水下管道封堵-水下打捞技术将在未来得到进一步发展和应用。









 扫一扫
扫一扫